歡迎光臨河北滄州鳳翔吸塑模具制造有限公司網(wǎng)站!
品質(zhì)至上、顧客至上、持續改進(jìn)、精益求精
有效服務(wù)熱線(xiàn)
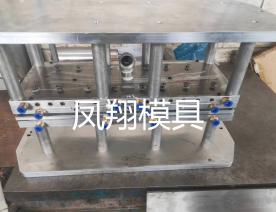
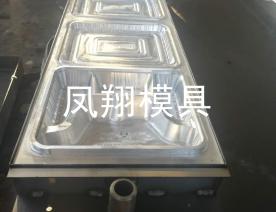
15533770111吸塑鋁模的溫度控制,即通過(guò)加熱和冷卻的平衡,使成型模具的溫度盡量保持不變。在開(kāi)始前,一定要使模具先達到其溫度,這樣才能盡量避免產(chǎn)生開(kāi)機廢品。如沒(méi)有加熱裝置的,則通過(guò)片材傳熱,損耗部分材料為代價(jià)(注:剛開(kāi)始成型****關(guān)閉冷卻開(kāi)關(guān))。吸塑成型機的底盤(pán)基本上都設置冷卻系統或部分吸塑成型模具本身已經(jīng)配有冷卻系統,例如鑄造式冷卻通道或嵌人式冷卻管,屬于直接熱平衡冷卻系統。如果把成型部分安裝在熱平衡板上,熱平衡則是通過(guò)底板提供,屬于間接熱平衡冷卻系統。
熱平衡介質(zhì)和溫度范圍,水(含防腐蝕劑)用作熱平衡介質(zhì)時(shí),可以分為4 個(gè)成型溫度段。① 模具溫度為0~20℃ 或達到環(huán)境溫度:即快速循環(huán)機的常規模溫;模具****通過(guò)驟冷裝置冷卻。 ② 模具溫度為20~95℃ :片材加工時(shí)常用的模具溫度,但很少用于自動(dòng)真空吸塑成型機。此時(shí),模具****使用熱平衡裝置。 ③ 模具溫度為95~150℃ :用于成型耐熱性高的熱塑性塑料。可以通過(guò)密封的高壓熱水道達到這種溫度。在150℃ 時(shí),水道回路須達到0.6MPa 的壓力。在真空吸塑成型模具中,很少用油作傳熱介質(zhì)。 ④ 如果模具只需加熱即可,則可以使用電加熱管加熱,如加工CPET 或成型超薄的高耐熱性片材。電加熱成型模具的溫度范圍為125~300℃ 。
吸塑鋁模可以直接或間接達到熱平衡。直接熱平衡是通過(guò)安裝在成型模具上的流道或管道系統來(lái)實(shí)現的。可以采用較深的鉆孔、鑄管、流道、銅管形式來(lái)獲得。盡管鑄管冷卻效果好,但其不能***定位,這會(huì )造成后續問(wèn)題,且進(jìn)行修整又比較困難。間接的熱平衡是通過(guò)成型模具自身的熱平衡板(部分支撐板)實(shí)現。熱傳導量與熱平衡支撐板面積、物料的熱傳導率和接觸面積有關(guān)。采用間接熱平衡的成型模具,接觸面積要盡量大、平,粗糙度要小。****用足夠的螺栓緊固成型模具,以保證模具與冷卻板間接觸良好。表面銑削時(shí)帶來(lái)的不平可用石墨或黏性潤滑油填充,也可用熱傳導性好的糊填充。如果支撐板與成型模具的溫差太大,則熱傳遞效果較差。
上一篇:吸塑在功能上主要分成兩個(gè)大的方面
下一篇:怎樣判斷吸塑鋁模失效呢?
<< 返回
有效服務(wù)熱線(xiàn)
15533770111
掃一掃關(guān)注微信